

En så udbredt anvendelse har ført til udvikling af et stort
udvalg af stållegeringer med forskellige fysiske egenskaber,
hvilket medfører forskellige problemer i forbindelse med
bearbejdning. Disse problemer, samt de økonomiske overvejelser, der
er forbundet med masseproduktion, gør bearbejdning af ISO P-stål
til en betydelig udfordring for producenter såvel som de
producenter, der fremstiller de værktøjer, der bruges til at
bearbejde materialerne med.
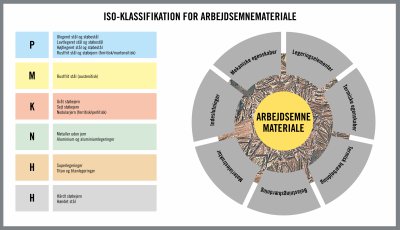
ISO-systemet
ISO-klassifikationssystemet for metalbearbejdning af
materialer er inddelt i seks kategorier. K-gruppen omfatter
støbejern. Varmebestandige superlegeringer, inklusive nikkel- og
titanbaserede legeringer, findes i S-gruppen. Materialer i
H-gruppen er kendetegnet ved deres hårdhed og omfatter
grundlæggende stål, der er hærdet til 45-65 HRc. Rustfrit stål –
legeringer med et kromindhold på over 12 procent – udgør M-gruppen.
N-kategorien dækker ikke-jernholdige metaller, hovedsageligt
aluminium, kobber og messing. Endelig er der P-klassifikationen,
som omfatter ulegeret, lavtlegeret og højtlegeret stål, inklusive
legeringer, der er hærdet op til 400 HB, og rustfrit stål med et
kromindhold på 12 procent eller derunder. Nogle langspånede, bløde
stål hører også til ISO P-gruppen.
Klassifikationerne er primært baseret på de dominerende
fysiske egenskaber, som de forskellige materialer besidder.
Grundlæggende bestemmer disse egenskaber, hvordan materialet
reagerer på bearbejdning, og omvendt også hvordan bearbejdning
påvirker skæret. Metaller i K-gruppen er kendetegnet ved at være
slibende, så værktøjet slides hurtigere. De varmebestandige
superlegeringer i S-gruppen har generelt en dårlig
varmeledningsevne, hvilket medfører, at der ophobes varme i
skærezonen. Dette kan lede til deformering af et skærende værktøj.
Hårdheden af metallerne i gruppe H betyder, at der udøves et stort
pres på værktøjerne og genereres varme. Gruppe M er kendetegnet ved
deformationshærdning, hvorved materialet bliver hårdere i takt med,
at det deformeres under skæreprocessen. Det øgede skæretryk og
varmegenereringen kan medføre stråleslitage og andre problemer.
Metaller i N-kategorien har en tendens til at klæbe fast til det
skærende værktøjet, hvilket medfører løsæg, dårlig overfladefinish
og skader på værktøjet.
Idet hver af de fem ISO-grupper ovenfor har en mere eller
mindre dominerende og kendetegnende fysisk egenskab, kan det
skærende værktøj til en vis grad fremstilles til at modvirke de
negative påvirkninger heraf på værktøjet. Værktøjer til
bearbejdning af materialer i H-gruppen er eksempelvis ekstra
kraftige, mens værktøjer til bearbejdning af metaller i kategori N
er skarpe og designet til at fremme spånflow, hvilket modvirker
klæbning.
Emner i ISO P-gruppen byder derimod på mere komplekse
udfordringer. Stål generelt og meget forskelligartede
stållegeringer i særdeleshed kan besidde mere end en eller endda
alle de egenskaber, som påvirker det skærende værktøj, dog sjældent
i ekstrem grad. Dette udgør et problem i forbindelse med
værktøjsudvikling; f.eks. vil et værktøj med en skarp æg, som er
udviklet til at modvirke lavtlegeret ståls tendens til at klæbe, i
mange tilfælde ikke kunne modstå de slibende egenskaber i en anden
stålsammensætning. Derudover bliver der fortsat udviklet nye
specialstållegeringer, idet producenterne fortsætter jagten på
materialer, der opfylder de specifikke præstationskrav, som stilles
til kundernes komponenter.
Forstå skærende bearbejdning
Ved bearbejdning af stållegeringer er det en balancekunst at
finde en produktiv balance mellem værktøjets forskellige
ydeevneegenskaber. Det kræver en forståelse af, hvordan skærende
bearbejdning fungerer, samt vekselvirkningen mellem
arbejdsemnematerialet og værktøjet.
Skærende bearbejdning er ikke en skæreproces, som kan
sammenlignes med den måde, en kniv skærer på. Skærende bearbejdning
udøver derimod tryk på materialet, indtil det deformeres og
forskydes i form af en spån. Forskydningshandlingen ledsages af
mange parallelle virkninger. De mekaniske kræfter, som er
nødvendige for at deformere materialet, genererer et højt tryk
såvel som varme, som medfører temperaturer helt op til 800-900 °C.
Afbrudt spån eller bearbejdning af komponenter med hårde
indslutninger udsætter værktøjet for stød. Ud over de mekaniske
hensyn kan de høje niveauer af varme og tryk fungere som en
katalysator for kemiske reaktioner mellem materialet og
emnematerialet og medføre kemisk slid i form af diffusion eller
kraterdannelse. Sidst, men ikke mindst, involverer skærende
bearbejdning også en høj grad af friktion. Idet spånen dannes,
skabes der friktion og det, der kaldes tribologiske virkninger.
Tribologi er den videnskab, som undersøger overflader, der er i
berøring med hinanden ved bestemte temperaturer og tryk, og
bestemmer, i hvilken grad overfladerne modificerer hinanden. Alle
disse kræfter og vekselvirkninger skaber forskellige resultater,
hvoraf det vigtigste måske er, at værktøjet bliver slidt ned.
Forskelligt stål, forskellige værktøjer
Virkningerne af bearbejdning af emner i stål varierer alt
efter stållegeringens sammensætning og fremstillingsproces. Der er
f.eks. udviklet ulegeret stål med et kulstofindhold på mindre end
0,25 procent til anvendelsesområder som f.eks. bilaksler, hvor der
kræves styrke og modstand mod slag og revner. Disse valsede eller
smedede legeringer danner spåner, som er svære at knække af, og som
medfører kraterdannelse og endda klæbningsproblemer. Til disse
sammensætninger er der udviklet skærende værktøjer med skarpe ægge,
som forskyder emnematerialet på en mere effektiv måde, og der
anvendes belægningsmaterialer for at modvirke kemisk slid og gøre
skærefladen glat.
På den anden side kan højtlegeret stål med et
legeringsindhold på over 5 procent, inklusive elementer som mangan,
hærdes til brug i komponenter, som kræver slidbestandighed og
stivhed, såsom hydrauliske komponenter og maskindele.
Spåndannelserne formes og knækkes som regel nemt, men det værktøj,
der bruges til at bearbejde disse legeringer, udsættes for højt
tryk og temperaturer. Hvis det ubearbejdede arbejdsemne i stedet
blev støbt eller smedet, vil en rå overflade og mulige
indslutninger fra formen kræve værktøj, som både er robust og
modstandsdygtigt over for friktionsslitage.
Økonomiske overvejelser
Det traditionelle mål med bearbejdning er at producere flere
dele på kortere tid. Dette kræver derfor anvendelse af så
aggressive skæredata som muligt. Andre hensyn gør dog, at man ikke
bare kan gå efter dette simple mål. Økonomiske overvejelser kan
spille en stor rolle i valg af skæredata. Dele som f.eks.
komponenter til luftfartsindustrien, som fremstilles i eksotiske
legeringer, produceres ofte i forholdsvist små mængder.
Producenterne bearbejder dele i et tempo, som kan maksimere
processens driftssikkerhed og bevare de dyre emnematerialer og den
dyrebare fremstillingstid, der allerede er blevet investeret.
Derfor er den skærehastighed og de tilspændinger, der anvendes
sammen med avancerede emnematerialer, ofte produktive, men
konservative.
Tilgangen til hyppig bearbejdning af stålkomponenter er
anderledes. Mange stålkomponenter fremstilles i store mængder og så
hurtigt som muligt for at maksimere det økonomiske afkast på
forholdsvist enkle dele, der er bearbejdet i knapt så dyre
emnematerialer. Højere skærehastigheder, hvilket typisk er vejen
til højere produktivitet, kræver substrater på de skærende
værktøjer, som kan bevare styrken ved høje skæretemperaturer. Set i
lyset af det stadig større udvalg af stållegeringer kan det blive
nødvendigt for producenter eller maskinfabrikker at rådføre sig med
producenter af skærende værktøjer for at finde den værktøjskvalitet
og geometri, der egner sig bedst til en given anvendelse. Løbende
værktøjsudvikling har til formål at skabe værktøj, der kan klare de
forskellige udfordringer med stållegeringer. Producenterne ønsker
værktøj, der er skarpere, men stærkere samt har belægninger og
geometrier, der er designet til at klare varmen og trykket såvel
som de kemiske mekanismer og klæbningsmekanismer, som følger i
kølvandet på slid.
Miljøansvar
Et forholdsvist nyt hensyn, som også påvirker valget af
bearbejdningsparametre til stålmaterialer. Mange producenter
bestræber sig nu på at vælge miljøvenlige eller “grønne”
bearbejdningsinitiativer. Sådanne initiativer inkluderer bl.a.
lavere energiforbrug og mindre affald under bearbejdningsprocessen.
Selv om de teknologiske udfordringer ved bearbejdning stadig udgør
den største udfordring ved bearbejdning af eksotiske materialer,
bliver hensynet til miljøet stadig vigtigere ved bearbejdning af
stål.
En måde, man kan reducere energiforbruget på, er ved at
reducere skærehastigheden. I mange tilfælde kan producenterne
opretholde produktiviteten ved at øge tilspændingen og spåndybden
proportionelt. Ud over at energiforbruget reduceres, forlænges
værktøjets standtid også. På den måde genereres der også mindre
affald fra bearbejdningsprocessen, idet der bruges færre skær til
at fremstille det samme antal dele. Brug af lavere skærehastigheder
genererer også mindre varme, hvilket kan medføre, at der skal
bruges mindre kølevæske, som i sig selv er et uønsket spildprodukt
i bearbejdningsprocessen.
Konklusion
Idet ISO P-stål opfattes som meget velkendt og udbredt i
standardkomponenter, har bearbejdning, der involverer legeringerne,
normalt ikke den store bevågenhed, og der foretages kun sjældent
analyser heraf. Når producenterne finder ud af, at stål udgør flere
forskellige bearbejdningsmæssige udfordringer, som kan klares med
en nøje værktøjsudvælgelse, kan selv små produktivitetsforbedringer
i bearbejdning af store komponentmængder gøre en stor forskel i
forhold til rentabilitet og endda beskyttelse af miljøet.
Seco Tools, der har sit hovedkvarter i Fagersta, Sverige, har et
verdensomspændende ry for at udvikle innovative løsninger til
skærende bearbejdning og at arbejde tæt sammen med kunder for
effektivt at kunne forstå og imødekomme deres behov. Vi har mere
end 5.000 medarbejdere ansat i 50 lande og giver alle i vores team
indflydelse via trænings-, udviklings- og anerkendelsesprogrammer
samt et åbent kommunikationsmiljø. Vores medarbejdere står for tre
kerneværdier – en passion for kunder, familieånd og personligt
engagement – som definerer vores virksomhed, og hvordan vi
interagerer med hinanden samt med vores kunder, leverandører og
andre partnere. Besøg os på secotools.com for at få mere at
vide.





